Every tonne of recycled paper that enters a paper mill carries ink, toner, coatings, adhesives, and contaminants from its previous life. The deinking process removes these unwanted materials from the fiber — and the quality of your deinked pulp (DIP) directly determines the brightness, cleanliness, and market value of your finished paper.
Whether you are running a tissue line from recycled office waste, producing newsprint from old newspapers, or making writing-grade paper from mixed waste — understanding how deinking works is essential for making informed equipment decisions and getting the output quality your buyers demand.
This guide covers the complete deinking process, from the chemistry behind ink removal to the equipment that makes it happen at industrial scale.
What Is Deinking?
Deinking is the process of removing printing ink, toner, coatings, and other contaminants from recycled paper fibers. The goal is to produce clean, bright fiber — called deinked pulp (DIP) — that can be used to manufacture new paper products.
The term covers a range of techniques, but at its core, deinking relies on two principles:
- Detaching ink particles from the fiber surface using chemicals and mechanical action
- Separating those detached ink particles from the fiber slurry using either flotation or washing
The method you choose — and the equipment configuration you invest in — depends on the type of ink being removed, the raw material being processed, and the brightness your target paper grade requires.
How the Deinking Process Works: Step by Step
A complete deinking line in a paper mill follows a logical sequence. Each stage builds on the previous one, progressively cleaning the fiber until it meets your quality target.
Step 1: Pulping
Waste paper is fed into a pulper along with water and deinking chemicals. The pulper breaks the paper into individual fibers while the chemicals begin loosening the bond between ink and fiber. At this stage, the ink is detached but still suspended in the slurry alongside the fibers.
Step 2: Screening and Cleaning
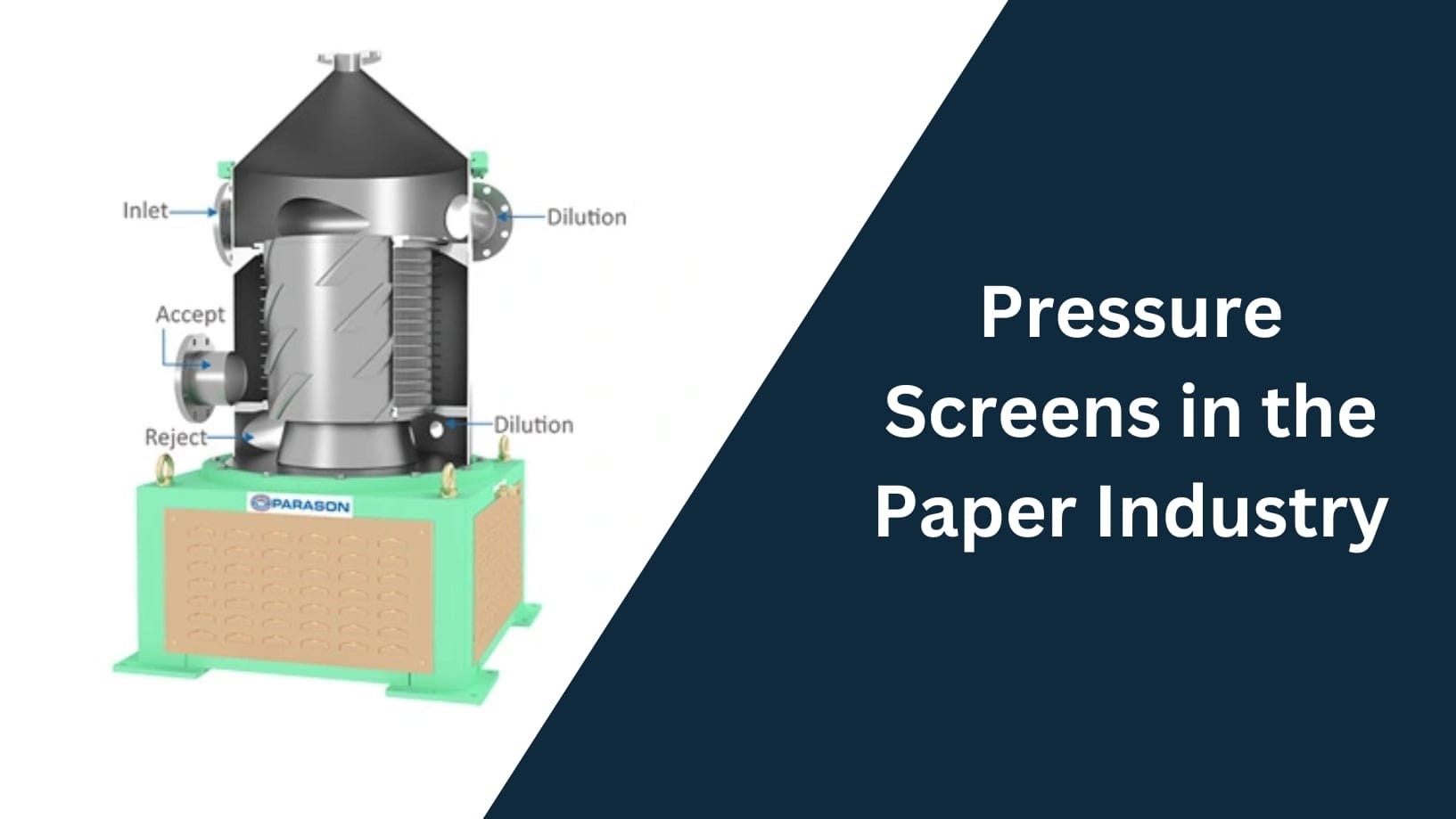
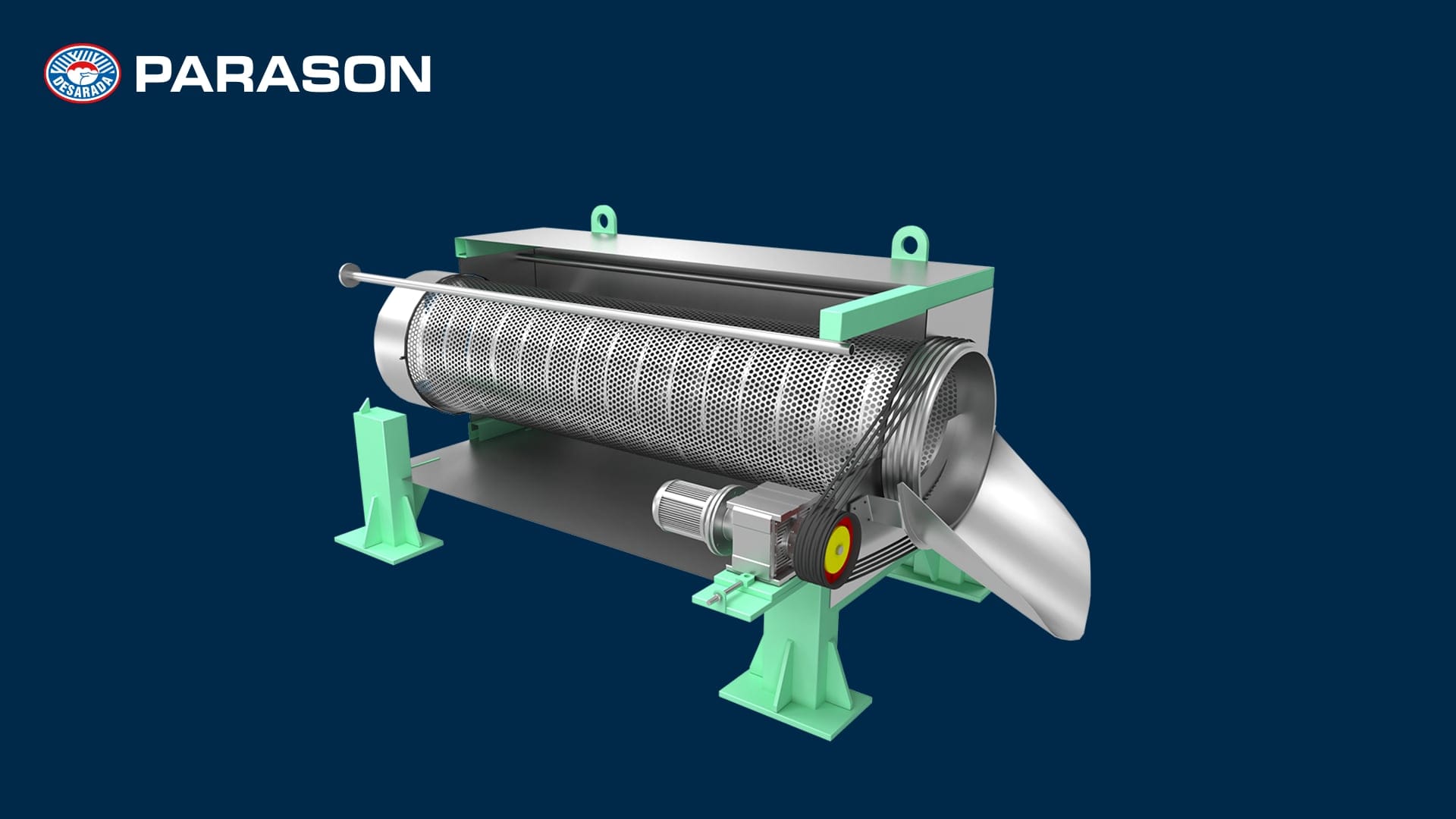
Before deinking begins, the pulp passes through pressure screens and cleaners to remove physical contaminants — plastics, staples, tape, sand, and other non-fiber materials. This protects downstream deinking equipment and improves efficiency.
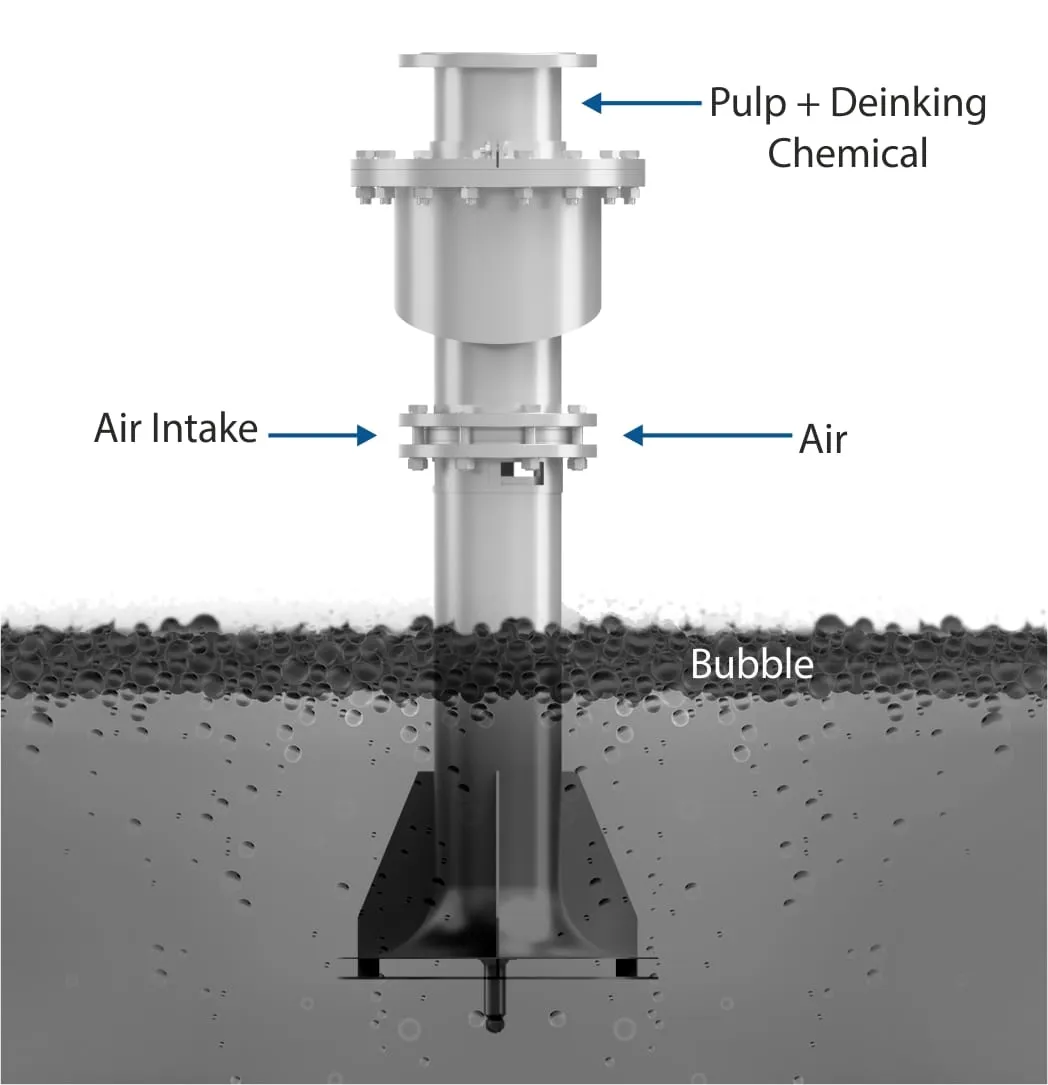
Step 3: Flotation Deinking
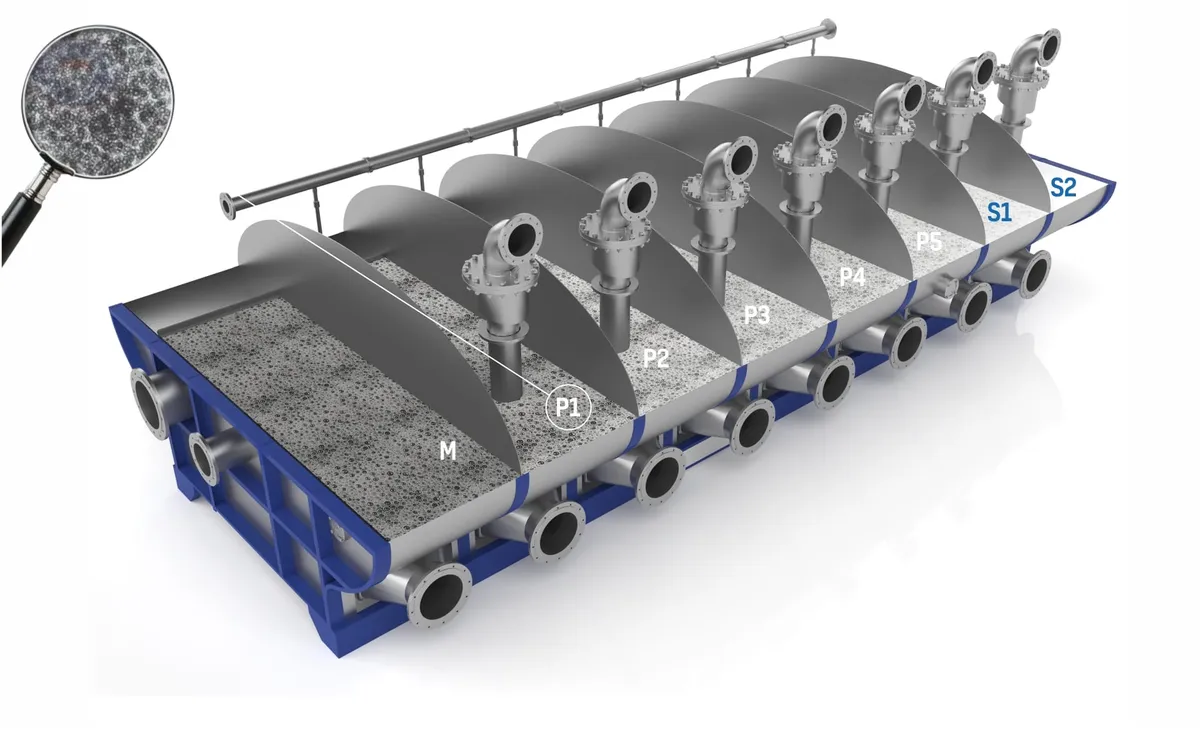
This is where the actual ink removal happens. In flotation deinking, air is injected into the diluted pulp slurry through precision nozzles. The deinking chemicals have already made the ink particles hydrophobic — meaning they repel water and attract air.
When micro-bubbles rise through the slurry, ink particles attach to the bubble surfaces and float to the top as a dark foam. This ink-laden foam is continuously skimmed off, while clean fiber exits from below.
Most industrial deinking plants use multiple flotation cells arranged in series — primary cells for bulk ink removal, followed by secondary cells that maximize fiber recovery from the reject foam.
Step 4: Dispersion (If Required)
Flotation handles the bulk of the ink, but some contaminants resist flotation — stickies from adhesive labels, wax from coated corrugated board, and residual ink that was not fully detached during pulping.
A hot disperser operates at 30% consistency and 100°C, using intense mechanical shear to fragment these remaining contaminants into particles so small they become invisible in the finished paper. Dispersion does not remove contaminants — it makes them harmless. The two processes are complementary.
Step 5: Bleaching
After flotation and dispersion, the pulp may still need brightness improvement — especially for tissue and writing-grade paper. Oxidative bleaching using hydrogen peroxide is the standard method for deinked pulp.
A bleach tower holds the high-consistency stock (24–30%) for adequate retention time, allowing the bleaching chemicals to react fully and uniformly. The result is a measurable brightness gain that meets the specifications your paper buyers expect.

Flotation Deinking vs Washing Deinking: Which One Do You Need?
These are the two primary deinking methods used in paper mills worldwide. The right choice depends on the ink type in your raw material.
| Parameter | Flotation Deinking | Washing Deinking |
|---|---|---|
| How it works | Air bubbles carry ink to surface as foam | Ink is washed out through dilution and thickening cycles |
| Best for ink types | Offset printing ink, flexographic ink, laser toner, digital print | Water-based flexographic ink, small particle inks |
| Ink particle size | Removes larger particles (10–150 microns) | Removes smaller particles (below 10 microns) |
| Fiber loss | Lower fiber loss (2–5%) | Higher fiber loss (8–15%) |
| Water consumption | Lower | Higher |
| Common raw material | Old newspapers, magazines, office waste | Old corrugated containers with water-based ink |
| Most common use | Primary deinking method in most mills | Used as secondary method for specific applications |
In practice, many recycled paper mills use flotation as the primary deinking method and add washing stages only when the raw material contains significant amounts of water-based inks. The decision should be based on your specific furnish mix and target paper grade.
Chemicals Used in the Deinking Process
Deinking chemicals play a critical role — without the right chemistry, even the best equipment will not deliver clean fiber. Here are the main chemicals used and what they do:
| Chemical | Function | Why It Matters |
|---|---|---|
| Sodium hydroxide (NaOH) | Swells fibers, loosens the ink-to-fiber bond | Essential first step — ink must be detached before it can be removed |
| Sodium silicate | Disperses ink particles, stabilizes hydrogen peroxide | Prevents detached ink from redepositing onto fibers |
| Surfactants / Collectors | Make ink particles hydrophobic (water-repelling) | Critical for flotation — ink must attach to air bubbles |
| Fatty acid soaps | Assist flotation, create stable foam | Helps form the ink-laden foam that gets skimmed off |
| Hydrogen peroxide | Oxidative bleaching agent | Restores brightness after ink removal |
The exact chemical recipe varies based on the ink type being removed, the raw material being processed, and the target brightness of the finished paper. Your chemical supplier and equipment manufacturer should work together to optimize the dosing for your specific application.
What Paper Grades Require Deinking?
Not every recycled paper product needs deinking. The requirement depends on the brightness and cleanliness standard your end product must meet.
Grades That Require Deinking
- Tissue paper from recycled fiber — facial tissue, toilet paper, napkins require high brightness
- Writing and printing paper from office waste — must meet brightness standards for printing via paper machines
- Newsprint from old newspapers and magazines — visible ink specks are not acceptable
- White-top testliner from mixed waste — the white top layer must be clean and bright
Grades That Usually Do Not Need Deinking
- Kraft liner and fluting from old corrugated containers — brown grades tolerate ink
- Industrial packaging — appearance is secondary to strength
- Grey board / chip board — made from mixed waste without brightness requirements
If you are planning a recycled fiber line for tissue or writing-grade paper, deinking equipment is not optional — it is a core part of your stock preparation system.
Deinking Equipment: What a Complete Deinking Line Includes
A complete deinking system is not a single machine — it is a series of equipment working together in sequence. Here is what a typical deinking line looks like:
| Equipment | Function | Where It Fits |
|---|---|---|
| Pulper | Breaks waste paper into fibers, starts chemical action | First stage |
| Pressure Screen | Removes physical contaminants (plastic, staples) | Before deinking |
| Centricleaner | Removes heavy contaminants (sand, grit, glass) | Before deinking |
| Deinking Cell (Flotation) | Removes ink through flotation | Core deinking stage |
| Hot Disperser | Fragments remaining stickies and residual ink | After flotation |
| Bleach Tower (POBT) | Restores brightness through oxidative bleaching | After dispersion |
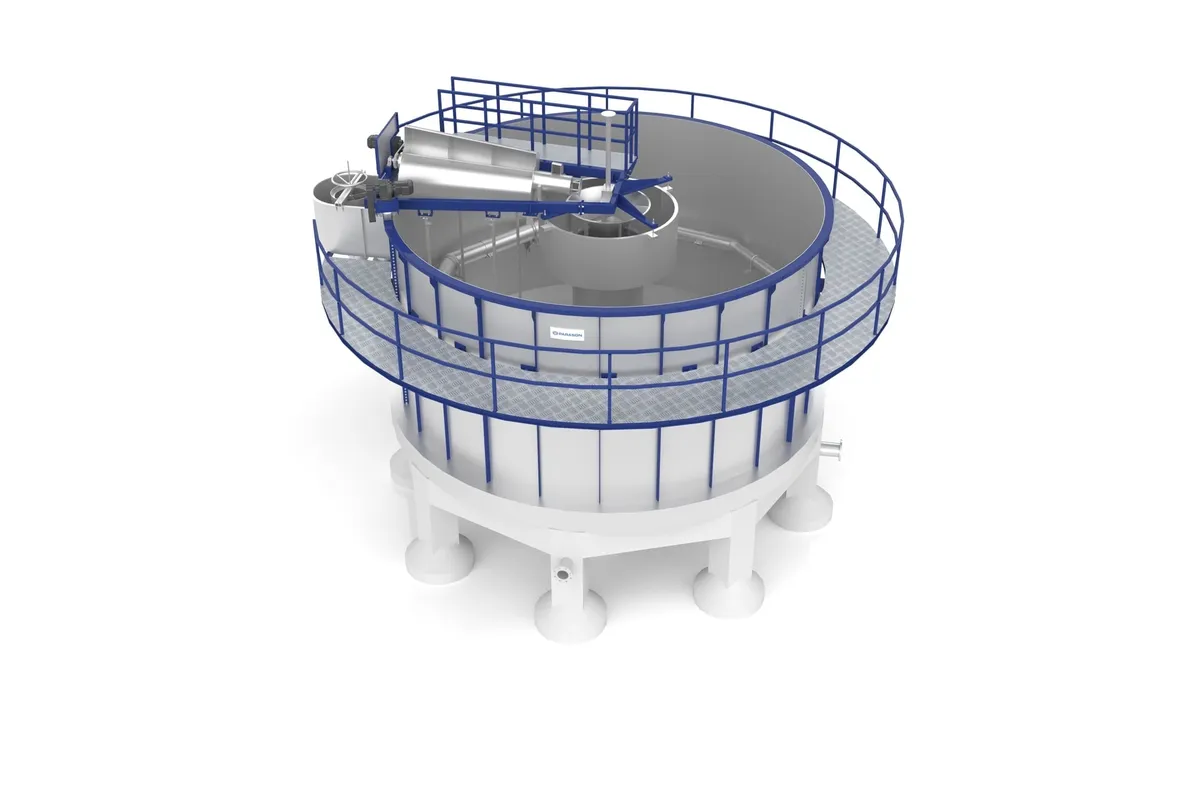
| Disc Filter | Thickens deinked pulp for paper machine | Final stage |
The capacity of a deinking line depends on the paper mill's daily production target. Flotation cells range from 20 m³/hr to 500 m³/hr, and hot dispersers from 20 TPD to 300 TPD — covering everything from small recycled tissue lines to large newsprint operations.
Parason Deinking Equipment
Parason manufactures deinking equipment for recycled fiber lines across 75+ countries, with over 2,000 installations worldwide. The deinking product range includes:

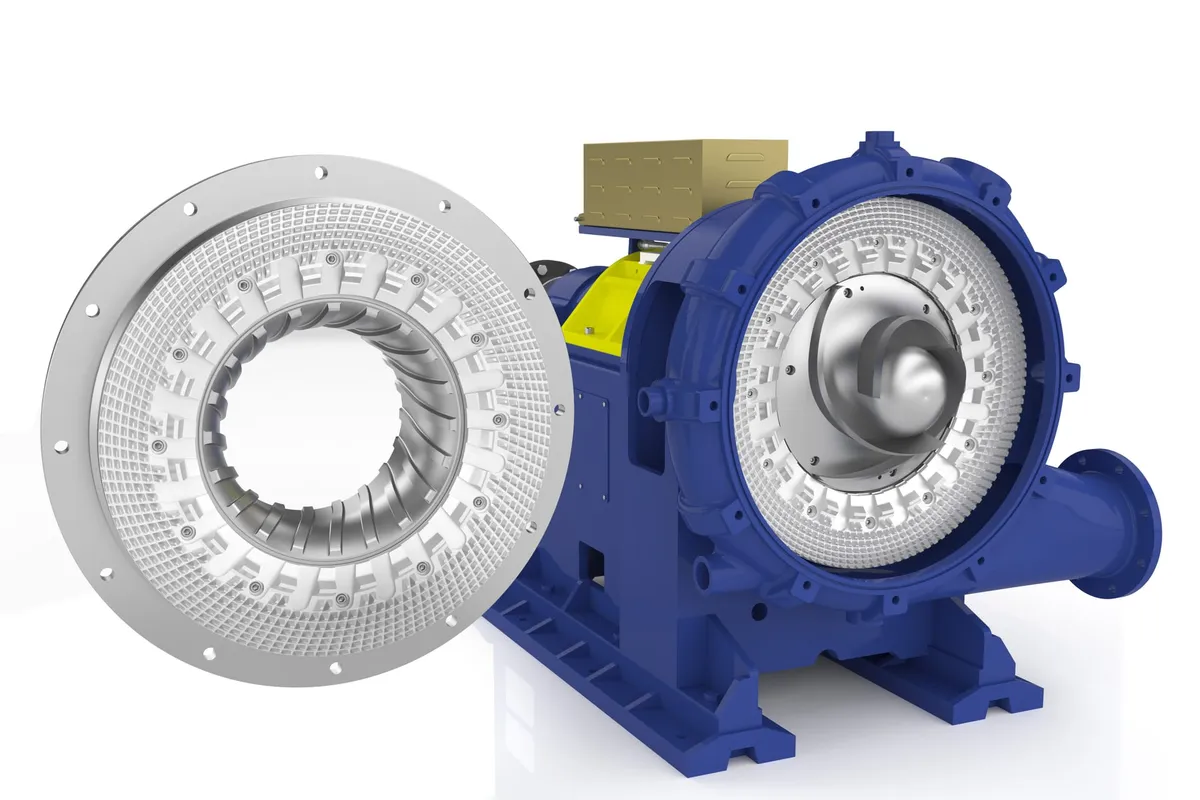
Deinking Cell
- Multiple cells arranged in series — primary stage for ink removal, secondary stage for maximum fiber recovery
- Elliptical cross-section design with a baffle separating the suspension chamber for uniform flow distribution
- Precision injector nozzles that create negative pressure and micro-turbulence for optimal bubble-ink contact
- Achieves high brightness gain with minimal fiber loss through cascade foam treatment
- Handles ONP/OMG, mixed office waste, and recycled tissue stock
Parason Oxidative Bleach Tower (POBT)
- Feed consistency: 24–30%
- Output consistency: 4–4.5% via 4 dilution zones
- Low-speed turbine assembly with VFD (variable frequency drive) at 0.2–0.3 RPM
- Ensures adequate retention time for complete oxidative bleaching reaction
- Reduces bleaching chemical consumption compared to conventional bleaching methods
- Equipped with deaeration system for low maintenance operation
Supporting Dispersion System
For mills that require stickies removal alongside deinking, Parason offers a complete dispersion system including hot dispersers (20–300 TPD capacity range), Booster Maxi Press for dewatering, shredder, and heater mixer — all operating at 30% consistency and 100°C with electro-hydraulic gap control accuracy of 0.01 mm.
The cost of a deinking system depends on several factors — production capacity, raw material type, target paper grade, and the level of brightness required. For specific pricing and system configuration for your project, contact our engineering team.
Common Challenges in Deinking Operations
Running a deinking line is not just about having the right equipment — it requires ongoing optimization. Here are the most common issues mill operators face:
High Fiber Loss
If your flotation cells are removing too much fiber along with the ink, the issue is usually in the air-to-stock ratio or chemical dosing. Excessive surfactant makes good fiber hydrophobic along with the ink, causing it to float away. Secondary flotation cells help recover fiber from the reject foam and reduce overall loss.
Poor Brightness After Deinking
Low brightness in deinked pulp often points to incomplete ink detachment during pulping (check chemical dosing and pulping time), or to residual ink that flotation cannot remove. In the second case, hot dispersion after flotation breaks down remaining ink particles to below visible size.
Stickies in the Paper Sheet
Stickies — from pressure-sensitive labels, hot melt adhesives, and tape — are the most persistent contaminant in recycled paper. Flotation alone does not handle stickies effectively. A hot disperser operating at 100°C softens and fragments stickies into micro-particles that pass through the system without depositing on machine clothing or the paper sheet.
Inconsistent Raw Material Quality
Waste paper quality varies by source, season, and supplier. A furnish mix that worked last month may produce different results this month. The solution is flexible chemical dosing and a multi-stage deinking line that can handle variability without process upsets.