Every paper mill — whether it produces kraft liner, tissue, writing paper, or duplex board — depends on the quality of pulp reaching the paper machine. Stock preparation in paper making is where that quality is built. It is the series of mechanical and chemical processes that convert raw fibre into clean, refined, and properly conditioned pulp ready for sheet formation (Wikipedia: Papermaking).
If the stock preparation system runs well, the paper machine runs well. If it doesn’t, you see holes in the sheet, wire wear, broke generation, and lost production. This guide covers every stage of the process, the equipment involved, and what to consider when designing a system for your mill.
What Is Stock Preparation in Paper Mill?
Stock preparation is the process of converting raw fibre — whether it’s waste paper, virgin wood pulp, bagasse, or agricultural residue — into a uniform suspension of fibres in water. This suspension (called “stock” or “furnish”) is then fed to the paper machine through the approach flow system.
The process involves multiple stages: pulping, cleaning, screening, refining, and thickening. Each stage removes a specific type of contaminant or modifies the fibre properties to achieve the final paper grade requirements. A well-designed system directly affects paper strength, printability, formation, and machine runnability. According to the IEA, the pulp and paper industry is one of the largest industrial energy consumers globally — making efficient stock preparation equipment critical for both quality and cost control.
Why Stock Preparation Matters for Paper Quality
Raw materials — whether recycled OCC bales or freshly cooked wood pulp — contain contaminants that must be removed before the stock reaches the headbox. Sand, plastic fragments, stickies, ink particles, metal pieces, and oversized fibre bundles all cause problems downstream. A pressure screen basket that clogs due to poorly prepared stock can shut down production for hours. Stickies that pass through will deposit on press felts, dryer cylinders, and calender rolls — requiring expensive cleaning shutdowns.
Beyond contaminant removal, the process also develops fibre properties. Refining increases fibre flexibility and bonding potential. Thickening adjusts consistency for storage and downstream processing. Dispersion breaks down contaminant particles to below visible size. Each process stage has a specific engineering purpose that contributes to the final paper quality.
In Europe alone, the paper recycling rate reached 75.1% in 2024 (CEPI/EPRC), meaning the majority of paper mills worldwide now process recycled fibre — making robust stock preparation systems more important than ever.
Stock Preparation Process — Stage by Stage
The entire process follows a logical sequence. Each stage operates at a specific consistency range and removes or modifies specific contaminant types. Here is how a typical system flows from raw material intake to the headbox.
Stage 1: Pulping (Slushing)
Pulping is the first step in the stock preparation process. Raw material is mixed with water in a pulper to break it down into individual fibres.
High-consistency pulping (12–18% consistency) is used for waste paper grades like OCC, mixed waste, and white waste. Parason’s HICON™ Pulper (HM Series) operates at 15–16% consistency and is available in capacities ranging from 8 TPD (HM-3, 90 kW) up to 200 TPD (HM-35, 650 kW). At this consistency, contaminants stay large and intact — making them easier to reject through a screen plate at the pulper base.
Drum pulping offers gentle fibre separation for contaminated grades. The SharpEdge™ Drum Pulper (PDP Series) uses L-Bar Knife Metallurgy and operates at 15–18% consistency. Capacities range from 150 TPD (PDP-15, 132 kW) to 1,000 TPD (PDP-100, 1000 kW).
Low-consistency pulping (4–5% consistency) suits virgin pulp and cleaner recycled grades. The Low Consistency Virgin Pulper (LCV Series) covers 50 TPD (LCV-10, 75 kW) up to 600 TPD (LCV-80, 300 kW).

Stage 2: High-Density Cleaning
Immediately after pulping, the stock passes through high-density cleaners to remove heavy contaminants — stones, glass, metal, and sand — by centrifugal force.
Parason manufactures two HD cleaner variants. The HDCS Series (steel construction) handles virgin pulp applications with flow rates from 1,300 to 8,000 LPM across six models. The HDCC Series (ceramic-lined) is built for recycled fibre applications where abrasion resistance matters, with flow rates from 800 to 12,000 LPM.

Stage 3: Coarse Screening
After HD cleaning, the stock enters coarse screens to remove large contaminants — plastics, tape, and oversized fibre bundles — that survived pulping.
For mills processing mixed waste, the Turbo Separator (TS Series) combines pulping and screening in a single unit. It handles 25–200 TPD and is particularly effective for separating light rejects (plastics, foams) from the accepted fibre stream.
The Horizontal Reject Sorter (HRS) recovers usable fibre from coarse screen rejects — reducing fibre loss and improving overall system yield. Models range from 8 TPD (HRS-01, 22 kW) to 40 TPD (HRS-03, 55 kW).
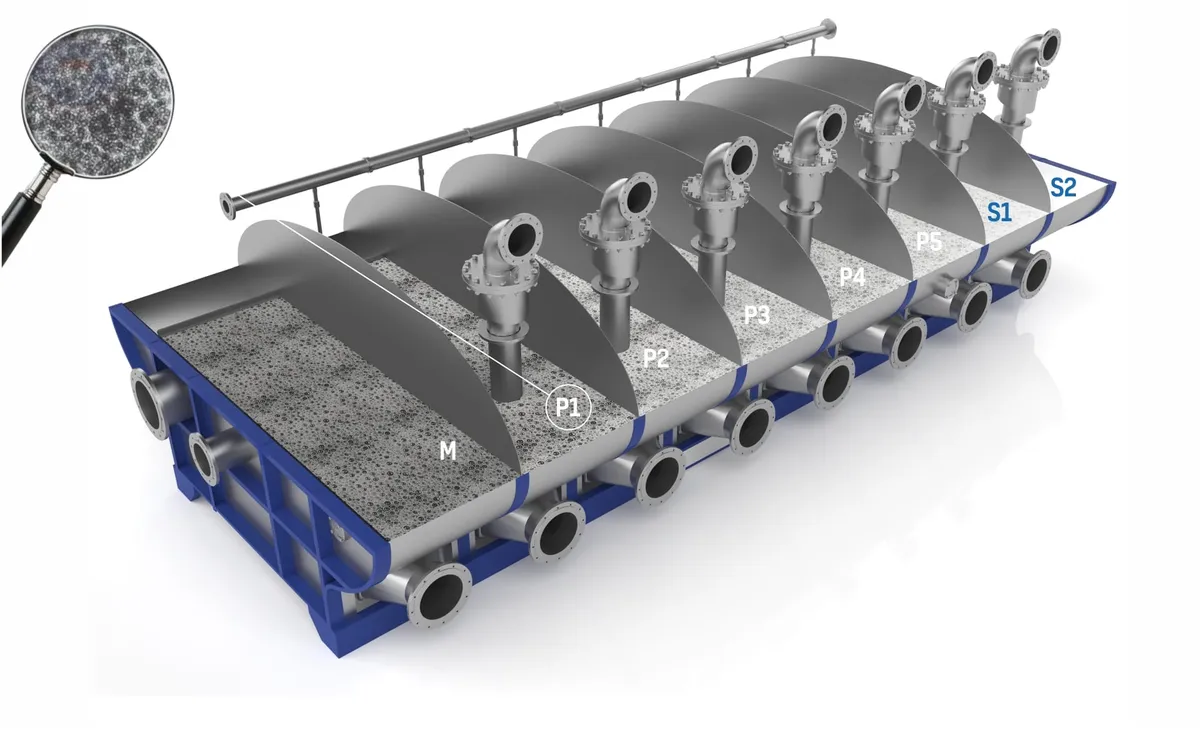
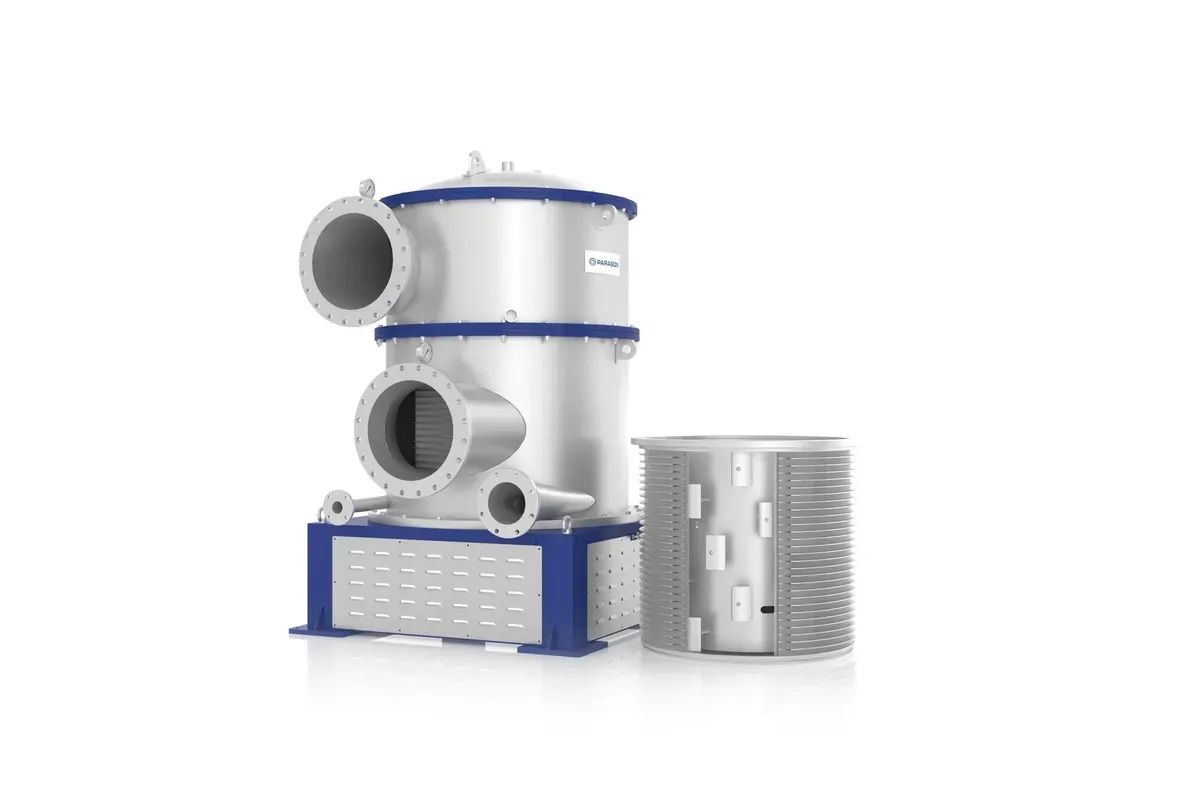
Stage 4: Fine Screening
Fine screening removes remaining shives, fibre bundles, and small contaminants that coarse screens cannot catch.
Parason’s Fine Screen (VSL Series) uses a MULTIVANE ROTOR design that eliminates pulsation and delivers smooth, consistent screening performance. The range covers 12 models from 8 TPD (VSL-04, 11 kW) up to 1,360 TPD (VSL-18/19, 200 kW). Slot widths range from 0.10 mm to 0.60 mm depending on the paper grade.
For approach flow screening (just before the headbox), the Inflow Screen (VIS Series) handles 50–400 TPD as the final protection before sheet formation.
Parason manufactures screen baskets in-house — over 800 baskets annually — with hole sizes from 1.0 mm and slot widths from 0.10 mm. Baskets are available in straight, taper, profiled, and countersunk configurations with optional hard-chrome plating (1250 HV hardness).
Stage 5: Low-Consistency Cleaning
Fine contaminants that pass through screens — sand fines, micro-stickies, and filler particles — are removed through multi-stage low-consistency cleaners operating at up to 2% consistency.
Parason offers three LC cleaner variants: the LCC (550 and 1,000 LPM), the PLC-110 for multi-stage fine cleaning, and the PLC-450 for approach flow systems in white paper mills. Medium consistency cleaning (MC Centricleaner) handles 550–2,000 LPM for intermediate-stage applications.
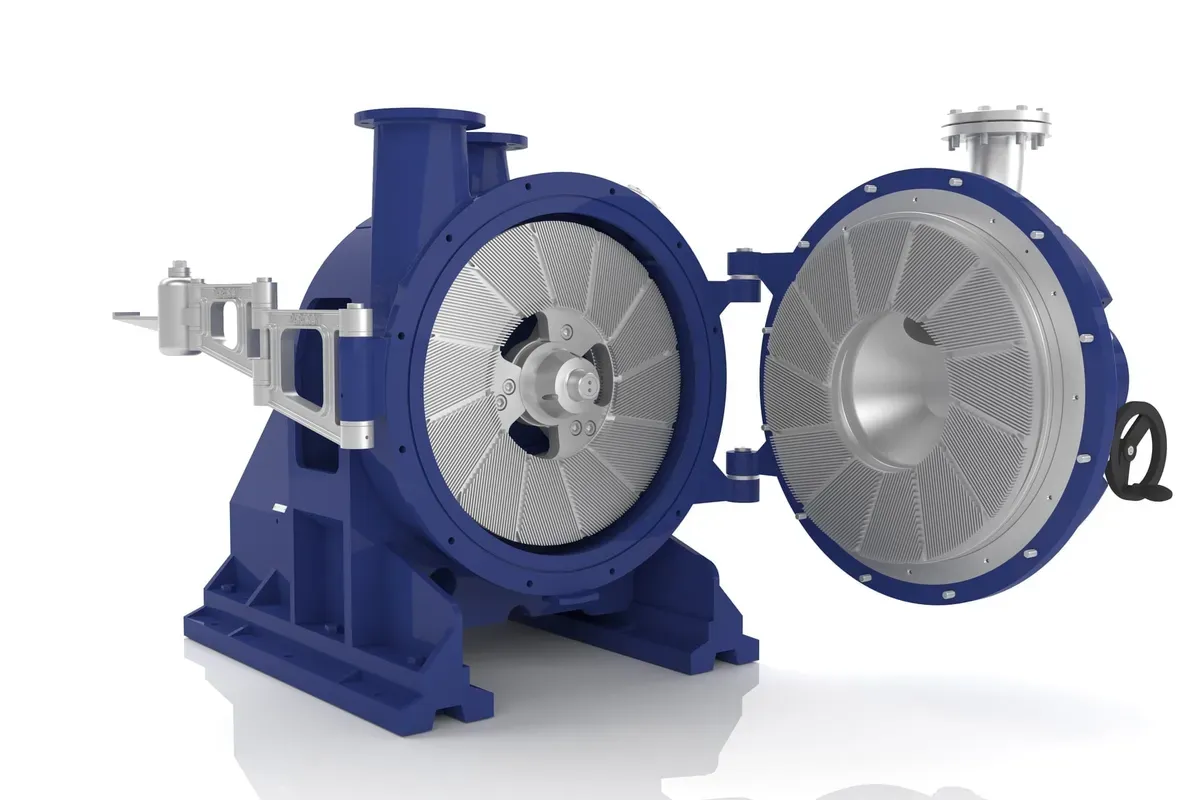
Stage 6: Refining
Refining mechanically treats pulp fibres to increase flexibility, surface area, and bonding ability — directly affecting paper strength properties (TAPPI Academy).
The Tri Disc Refiner (TDR Series) is Parason’s primary refiner with over 10,000 global installations. It uses splined shaft technology and a rotor that is 60% lighter with a 180% larger opening than conventional double disc designs — delivering a minimum 20% energy saving. Capacities range from 8 TPD (TDR-13, 37 kW) to 600 TPD (TDR-48, up to 3,000 kW).
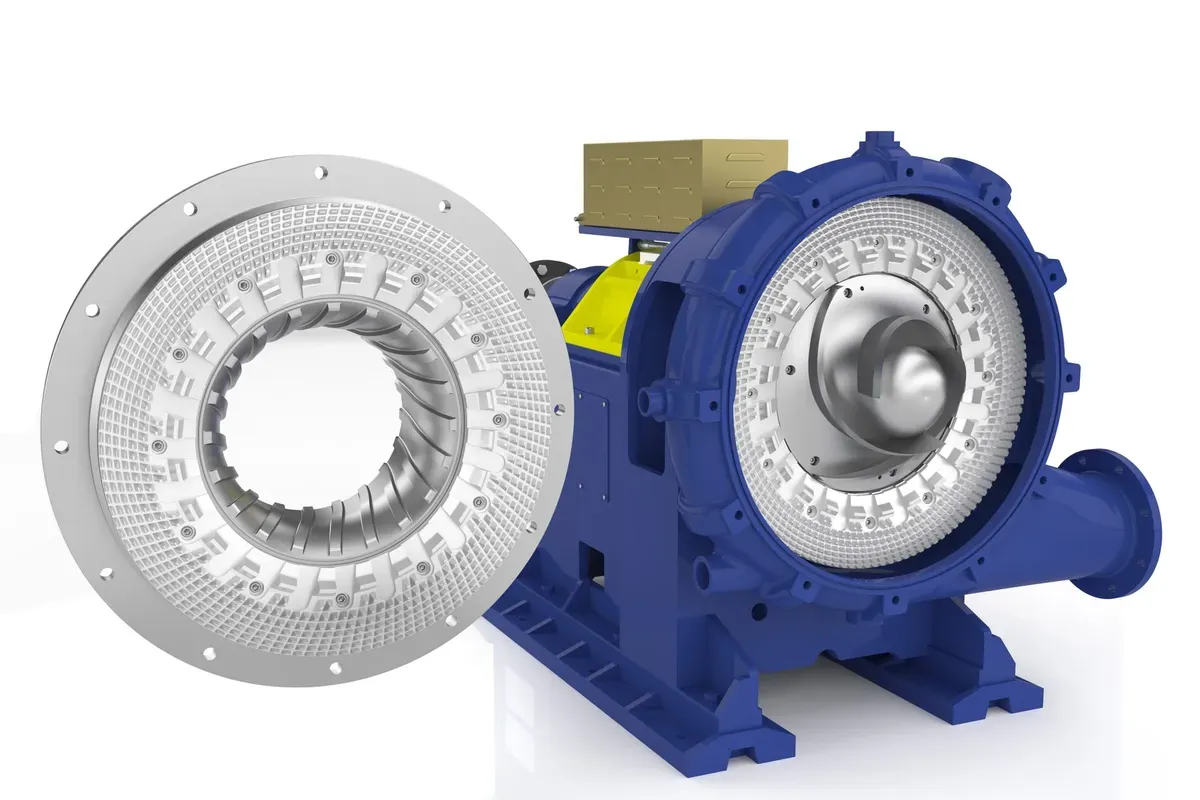
The Confiner (CR Series) — a conical refiner — saves 20–25% energy through vortex centrifugal flow and is available from 8 TPD (CR-25, 45 kW) to 600 TPD (CR-100, 650 kW). The CylindReX™ (ORX Series) adds Industry 4.0 readiness with optical fibre connectivity for real-time monitoring.
For deflaking — breaking apart fibre bundles without full refining — Parason offers hole-type (TDDH), ring-type (TDDR), and conical (CD) deflakers covering 15–120 TPD.
Stage 7: Thickening
After cleaning, screening, and refining, the stock is at low consistency (0.7–1.5%) and needs to be thickened before storage or further processing.
Parason’s Disc Filter (PDF Series) is the primary thickening equipment. The 3.7 Series handles 45–190 TPD (3 to 12 discs), while the 5.2 Series covers 105–500 TPD (3 to 14 discs). Inlet consistency is 0.7–1.1% and outlet consistency reaches 8–12%.
For high-capacity multi-layer board mills, the Double Disc Filter (PDDF) processes 300–650 TPD with segregated short and long fibre filtrate.
Other thickening options include the Gravity Thickener (GDT Series, 90–320 TPD), the Folded Thickener (FTH Series, 80–270 TPD with only 11–15 kW power), and the Decker Thickener (DT Series, 10–50 TPD for smaller mills).

Stage 8: Dispersion (For Recycled Fibre)
Mills processing recycled fibre — especially graphic paper grades and white waste — require a dispersion stage to break down stickies, wax, and residual ink into particles so small they become invisible in the finished paper.
Parason’s disperser range covers four models: Mini (20–30 TPD, 90–150 kW), DP-500 (35–45 TPD), DP-600 (50–90 TPD), and DP-750 (90–300 TPD). The system includes a dewatering screw, shredder, heater mixer, and the disperser unit. Parason’s proprietary QST (Quartz Surface Treatment) for disperser discs eliminates vibration and load hunting.
Stage 9: Deinking (For Graphic Paper Grades)
If the mill produces newsprint, writing paper, or tissue from deinked pulp, a flotation deinking stage removes ink particles through air-bubble attachment — a process standardised by INGEDE (International Association of the Deinking Industry).
Parason’s deinking system includes primary and secondary flotation stages, followed by the POBT (Parason Oxidative Bleach Tower) operating at 24–30% consistency for brightness improvement. Read our detailed deinking process guide for the complete workflow.
Stock Preparation Equipment by Paper Grade
Not every paper mill needs the same stock preparation equipment. The system design depends on raw material and target paper grade:
| Paper Grade | Raw Material | Pulper Type | Cleaning | Screening | Refining | Dispersion/Deinking |
|---|---|---|---|---|---|---|
| Kraft / Corrugated | OCC, waste paper | HICON or Drum | HD + LC (2-stage) | Coarse + Fine | TDR or CR | Not required |
| Tissue | Virgin pulp, deinked | LCV or HICON | HD + LC (3-stage) | Coarse + Fine + Inflow | TDR (gentle) | Optional (DIP grades) |
| Writing & Printing | Virgin chemical pulp | LCV | HD + MC + LC (3-stage) | Coarse + Fine + Inflow | TDR + CR | Not required |
| Duplex Board | Mixed waste, OCC | HICON + DLP | HD + LC (2-stage) | Coarse + Fine (multi-layer) | TDR | Optional |
| Newsprint (DIP) | Old newspaper/magazine | HICON | HD + LC (3-stage) | Coarse + Fine + Inflow | TDR | Required (flotation + bleach) |
Stock Preparation Machines at a Glance
| Process Stage | Parason Equipment | Capacity Range | Key Specification |
|---|---|---|---|
| Pulping | HICON Pulper (HM Series) | 8–220 TPD | 15–16% consistency, 90–650 kW |
| Pulping | Drum Pulper (PDP Series) | 150–1,000 TPD | 15–18% consistency, L-Bar Knife |
| Pulping | LC Virgin Pulper (LCV Series) | 50–600 TPD | 4–5% consistency, screen plates 12–16 mm |
| HD Cleaning | HDCS / HDCC Series | 800–12,000 LPM | Steel (virgin) or Ceramic (recycled) |
| Fine Screening | Fine Screen (VSL Series) | 8–1,360 TPD | MULTIVANE ROTOR, 12 models |
| Approach Screening | Inflow Screen (VIS Series) | 50–400 TPD | Final headbox protection |
| Refining | Tri Disc Refiner (TDR Series) | 8–600 TPD | 10,000+ installations, 20% energy saving |
| Refining | Confiner (CR Series) | 8–600 TPD | 20–25% energy saving, conical design |
| Thickening | Disc Filter (PDF Series) | 45–500 TPD | Inlet 0.7–1.1%, outlet 8–12% |
| Dispersion | Hot Disperser (DP Series) | 20–300 TPD | 30% consistency, 100°C, 0.01 mm gap control |
| Deinking | Flotation Cell + POBT | Mill-specific | Primary + secondary flotation, 24–30% bleaching |
Designing a Stock Preparation System: What to Consider
Selecting the right system is an engineering exercise, not a catalogue-picking exercise. Here are the factors that determine your system design:
- Raw material quality: A mill running on clean sorted white waste needs far less screening and cleaning than one processing mixed municipal waste. The contaminant profile drives equipment selection and staging.
- Target paper grade: Writing paper demands cleaner stock than kraft liner. Tissue requires gentle refining to preserve bulk. Board may need separate stock preparation lines for each ply layer.
- Production capacity: A 30 TPD tissue mill has a fundamentally different system layout than a 500 TPD packaging mill. Equipment sizing, redundancy, and automation all scale with capacity.
- Energy efficiency: The TDR refiner delivers a minimum 20% energy saving over conventional double disc refiners, and the Confiner saves 20–25% through its vortex centrifugal flow design. These savings compound into significant annual reductions at scale. The IEA tracks energy efficiency across the global pulp and paper sector.
- Water and fibre recovery: Modern systems incorporate fibre recovery from reject streams and water recirculation. A well-designed system minimises fibre loss while maintaining target cleanliness levels.

Related Resources
- Deinking Process in Paper Industry — Complete Guide
- Paper Machine Technology — Complete Guide
- Working Principle of Headbox in Paper Machine
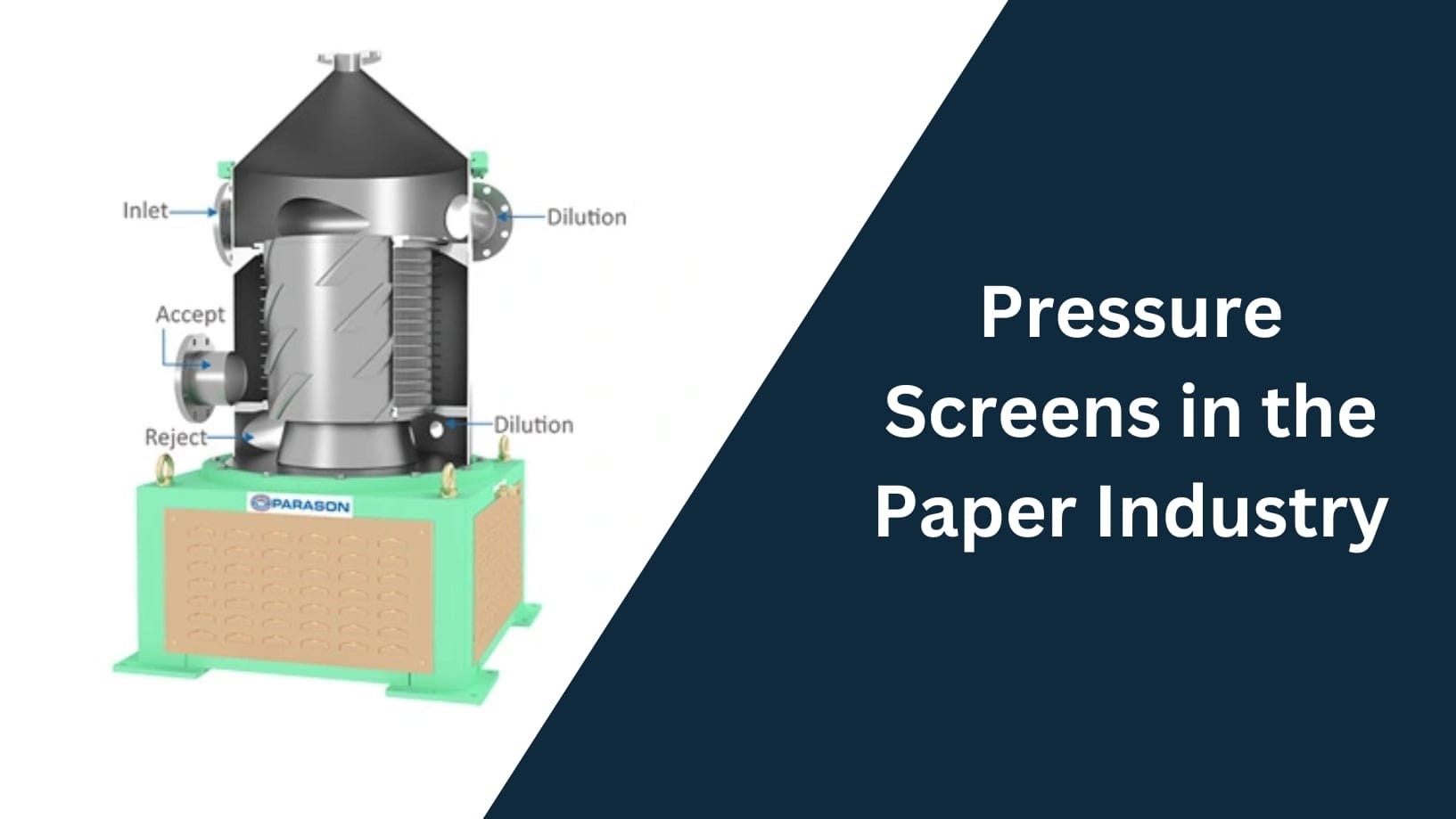
- The Role of Pressure Screens in Paper Industry
- Kraft Process in Paper Mill
- Kraft Paper Mill Machinery — Complete Equipment Guide
Partner with Parason for Your Stock Preparation System
Parason designs and manufactures complete stock preparation systems for paper mills across 75+ countries, with over 2,000 installations worldwide. Whether you are building a new paper mill or upgrading an existing line, our engineering team can design a system matched to your specific raw material, paper grade, and production targets. We also supply screen baskets and refiner plates as replacement parts. Contact our team for a consultation.