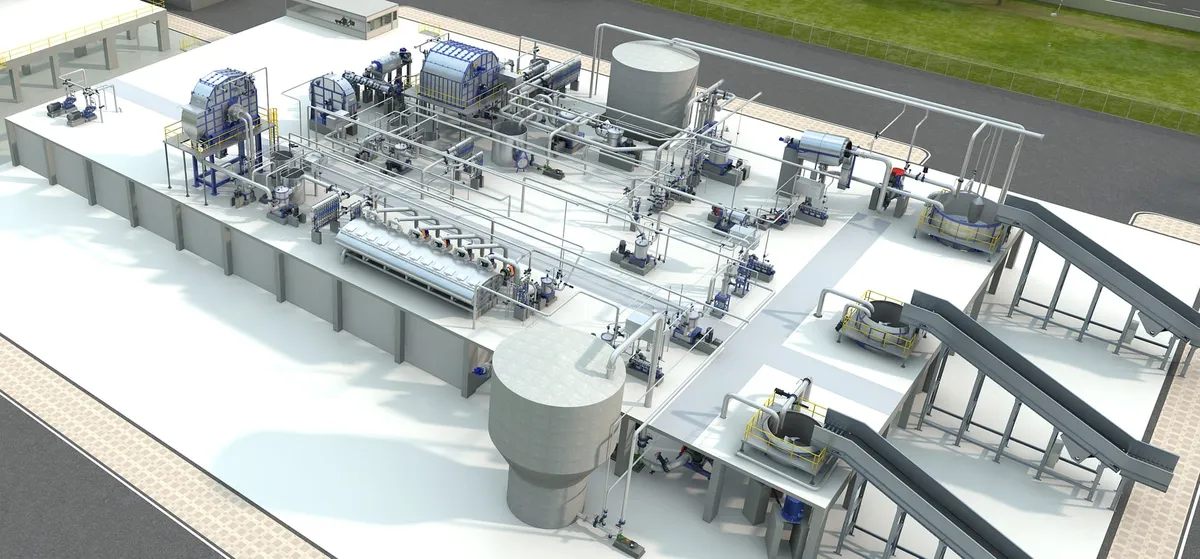
A paper recycling machine is the line of equipment that turns recovered paper back into clean pulp ready to form new paper or board. In commercial production it is not one machine but a connected system: a pulper that breaks the recovered paper into slurry, detrashing and cleaning equipment that strips out contaminants, screens that sort the fibre, and thickening or deinking stages that prepare the stock for the paper machine. This guide explains what a paper recycling machine line includes, which recovered paper grades each configuration handles, what you can produce from recycled fibre, and how to size and source a line for a working mill.
Parason is a global pulp and paper machinery manufacturer that has supplied pulping, cleaning, screening, and complete recycled-fibre lines as turnkey installations to paper mills across 75+ countries since 1976. Every machine specification below comes from the Parason equipment catalog with verified model numbers and capacities.
In short: a "paper recycling machine" is a connected line (pulper, detrashing, cleaning, screening, and thickening, plus deinking for white grades), not a single unit. Brown lines turn OCC and mixed waste into testliner and board with no deinking; white lines add deinking to make printing paper, newsprint, and tissue. Parason recycling lines scale from 8 TPD (HICON HM-3) to 1,030 TPD (SharpEdge Drum PDP-100), and most Indian mills run in the 30 to 200 TPD band.
What Is a Paper Recycling Machine?
A paper recycling machine is the equipment line that converts recovered paper into reusable fibre. The recovered paper enters as baled waste, and the line returns it to a clean fibre suspension that the paper machine can form into testliner, kraft liner, duplex board, newsprint, or tissue. The main thing to get straight before you buy: a "paper recycling machine" almost always means the full recycling line, not a single standalone unit.
A buyer who orders only a pulper ends up sourcing cleaning, screening, and stock preparation from several vendors and stitching them together on site. A line bought as one engineered system arrives sized to the same throughput, with matched consistencies between stages and single-source responsibility for performance. The grade of recovered paper you intend to run, and the paper you intend to make from it, decide how that line is configured.

What a Paper Recycling Machine Line Includes (Machine by Machine)
A complete paper recycling machine line is built from six functional blocks. The recovered paper passes through them in sequence, getting cleaner at each stage. The table below maps each block to the Parason equipment that performs it.
| Stage | What it does | Parason equipment |
|---|---|---|
| Pulping | Breaks recovered paper into a fibre slurry in water | HICON HM Series (8 to 220 TPD), SharpEdge Drum PDP Series (150 to 1030 TPD), Low-Consistency D-Type, LCV virgin pulpers |
| Detrashing | Removes wire, rope, plastics and heavy junk from the pulper | Ragger (PRG-250/450/700), Trommel Screen (TSR/ITR series), Under Pulper detrashing |
| Coarse + HD cleaning | Spins out sand, staples, stones, glass | High-density cleaners, coarse screens (VSM series) |
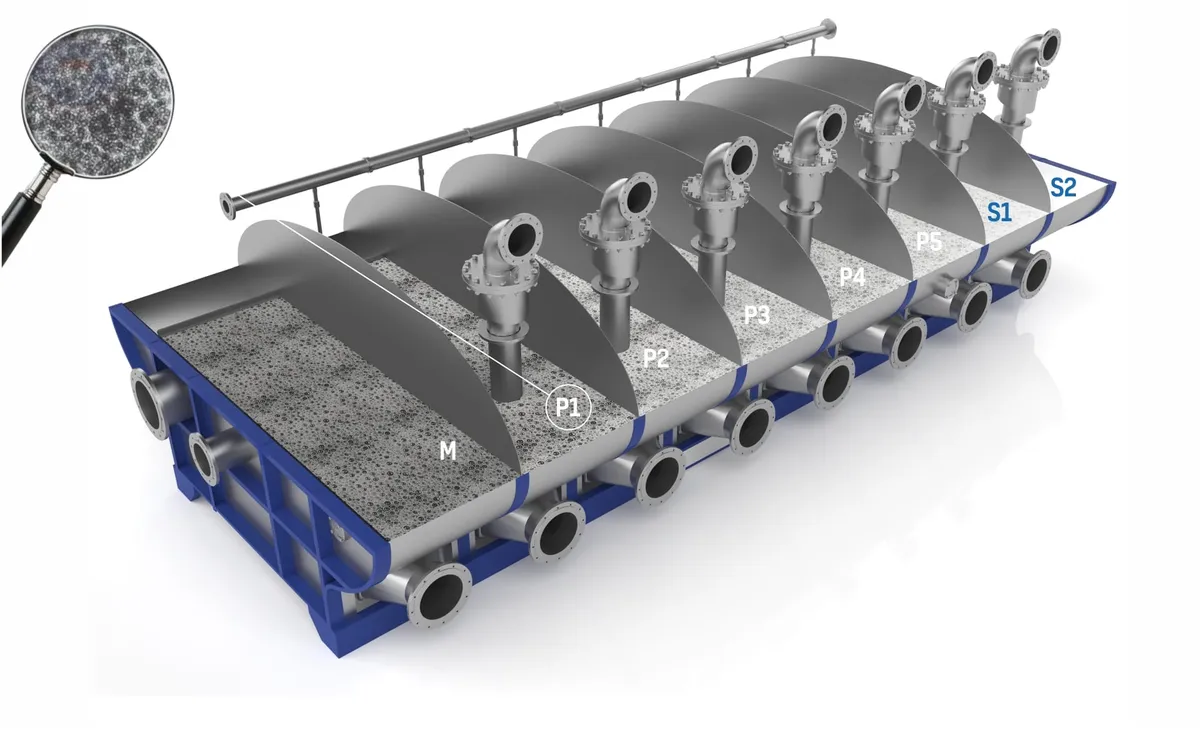
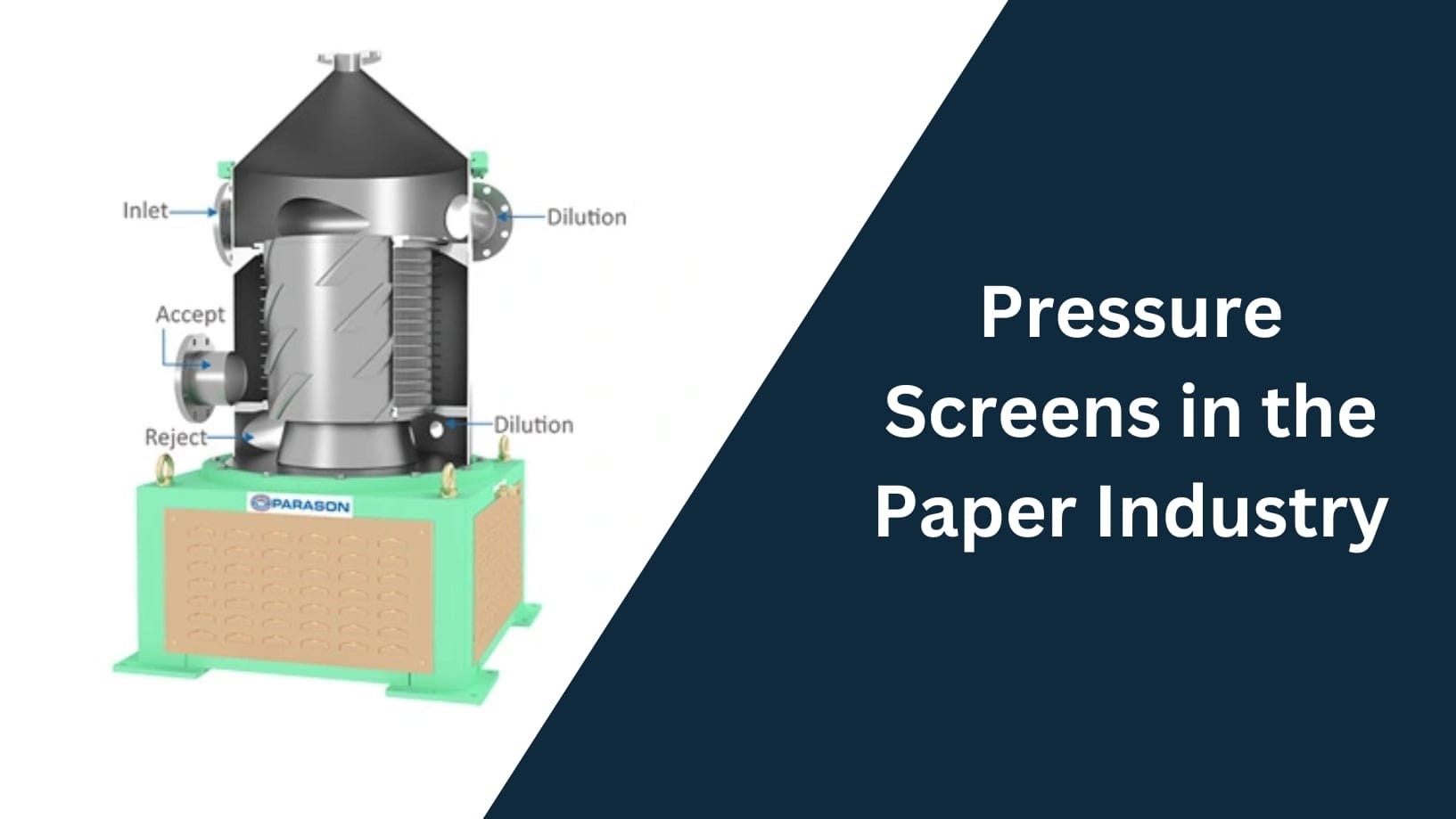
| Screening | Sorts good fibre from shives and bundles | Combo Screen (PCS), Fine Screen (VSL), Reject Screen (VSLW), Inflow/Upflow pressure screens |
| Deinking / dispersion (white grades) | Removes ink and disperses residual specks | Deinking flotation cell, dispersion system |
| Thickening + approach flow | Raises consistency and feeds the paper machine | Disc thickeners and deckers, stock chests, approach flow |
The hydrapulper is where the recovered paper first becomes pulp, and the choice of pulper type drives the rest of the line. Downstream, high-density cleaners spin out sand and staples, pressure screens sort good fibre from shives and bundles, and the stock preparation stages raise consistency before the paper machine. Because pulper selection is a decision in its own right, we cover the individual pulper families, their operating consistencies, and model-by-model capacities in the companion waste paper pulp making machine guide. For the full Parason range across every input stream, the pulping equipment hub is the authoritative reference.

Recovered Paper Grades and the Machine Each Needs
The recovered paper grade you feed decides how a paper recycling machine is configured. A clean OCC stream needs far less cleaning than mixed office waste, and beverage cartons need a dedicated pulper that other grades do not. Get that match right and the mill runs at rated capacity; get it wrong and you fight contamination every shift.
| Recovered paper grade | Typical end product | Line emphasis |
|---|---|---|
| OCC (old corrugated containers) | Testliner, fluting, kraft liner | Heavy-duty detrashing and HD cleaning; D-Type or HICON pulper |
| Mixed waste | Duplex board, grey board | Multi-stage cleaning and screening for variable contamination |
| ONP / OMG (old newsprint and magazines) | Newsprint, improved newsprint | Deinking flotation and dispersion to lift brightness |
| White ledger / office waste | Writing-printing paper, tissue | Full deinking line, fine screening, low-consistency cleaning |
| Cup stock / beverage cartons | Board, moulded fibre | Dedicated cup stock / Tetra Pak pulper, wet-strength handling |
Brown-grade recycling (OCC and mixed waste into board and liner) runs without a deinking line and is the most common recycled-fibre installation. White-grade recycling (office waste and newsprint into printing paper or tissue) adds deinking and dispersion, which raises both the capital cost and the cleaning standard. Deciding brown or white at the start prevents the most expensive recycling-line mistake, which is buying a line that cannot reach the brightness the end product demands.
What You Can Make from Recycled Paper
A recycled-fibre line feeds the same paper and board machines that virgin pulp does, so the output range is wide. Recovered fibre is the largest single fibre source for the Indian paper industry, supplying the majority of total output (IPMA, 2024-25). Globally too, recovered paper is one of the largest fibre inputs to papermaking, with supply and trade tracked across producing regions in FAO forestry statistics (FAO). Most of that recovered fibre goes into the products below.

- Testliner and fluting medium from OCC, for corrugated box plants
- Kraft liner and recycled kraft for packaging
- Duplex and grey board from mixed waste, for cartons and packaging
- Newsprint and improved newsprint from deinked ONP
- Writing-printing paper from deinked white office waste
- Tissue from selected deinked grades
- Moulded fibre for trays and tableware, from cleaned recycled stock
The product you choose decides the refining and the cleaning standard, not just the pulper. A testliner mill can tolerate a shorter cleaning cascade than a tissue mill, because the end product hides minor specks that tissue would show.
Paper Recycling Machine Capacity and Plant Sizing
Paper recycling machine capacity is set by three things: the paper machine it feeds, the recovered paper supply available locally, and the product mix. Waste paper recycling plant machinery is specified as a connected line rather than a single unit, and the pulper at the head of the line is sized first. Parason recycling lines scale from pilot capacity to mega-scale.
- Pilot and small commercial (8 to 30 TPD): HICON HM-3 (8 to 15 TPD, 90 kW) to HM-5 (15 to 30 TPD, 132 kW) pulper with basic detrashing, HD cleaning, and a simple approach flow. Suited to small recycled-board or kraft converters and regional packaging mills.
- Medium commercial (30 to 100 TPD): HICON HM-8 to HM-12 (30 to 65 TPD) or a D-Type pulper, with multi-stage cleaning, pressure screening, and refining. Suited to established recycled-board and kraft liner mills.
- Large industrial (100 to 330 TPD): SharpEdge Drum PDP-15 (150 to 170 TPD, 132 kW) to PDP-30 (300 to 330 TPD, 250 kW) with a full cleaning cascade and multiple screening stages.
- Mega-scale (330 to 1000+ TPD): PDP-45 through PDP-100 (450 to 1030 TPD), often with parallel lines dedicated to separate recovered paper grades.
India produced around 23 million tonnes of paper and paperboard in FY 2024-25 across roughly 850 mills (IPMA, 2024-25; IBEF). Most recycled-fibre lines in India sit in the 30 to 200 TPD band, which is where the HICON and Drum pulper configurations above are the typical fit. Mills serving export packaging markets increasingly specify the larger PDP lines.
With or Without Deinking: Brown vs White Recycling Lines
The deinking decision splits paper recycling machines into two classes. A brown line takes OCC and mixed waste and makes packaging grades without removing ink, because testliner and board do not need brightness. A white line adds a deinking flotation cell and a dispersion stage to lift ink and residual specks out of office waste or newsprint, so the fibre can become printing paper or tissue.
| Factor | Brown line | White line |
|---|---|---|
| Recovered paper grade | OCC, mixed waste | White office ledger, ONP / OMG |
| Typical end product | Testliner, fluting, board, kraft liner | Newsprint, writing-printing paper, tissue |
| Deinking stage | Not required | Required (flotation + dispersion) |
| Brightness target | Low (ink stays in) | High |
| Relative capital cost | Lower | Higher |
| Water and sludge handling | Simpler | More (sludge management) |
Deinking adds capital cost, water handling, and sludge management, so it is specified only when the end product needs it. For mills moving from packaging into higher-value printing or tissue grades, the deinking and dispersion stage is the part of the recycling line that makes the difference. Our deinking process guide covers the chemistry and the equipment in detail.
What a Paper Recycling Plant Costs
The cost of a paper recycling machine line depends on capacity, the recovered paper grade, and whether deinking is required. Independent plant-cost estimates put a complete recycled paper line in the range of USD 15 to 50 million for a 50 TPD facility, with smaller micro-scale lines from around USD 1 to 2 million (IMARC, 2026). For an operating recycled paper mill, recovered paper is the largest running cost at roughly 50 to 60 percent of operating expense, with utilities adding another 20 to 30 percent (IMARC, 2026).
Parason specifies paper recycling plant machinery as one engineered line, not a priced standard package, because a brown OCC line and a white deinking line at the same throughput carry very different equipment counts. Two mills both rated at 50 TPD can differ widely in cost depending on the grade they run and the brightness the recycled paper mill needs to reach. So the sensible way to cost a line is to settle the recovered paper grade, the target product, and the capacity first, then size the machinery around them. That is how Parason quotes.
How to Choose a Paper Recycling Machine Manufacturer
Choosing a paper recycling machine manufacturer is a line-engineering decision, not a single-machine purchase. A few checks separate a supplier who delivers a working line from one who ships boxes.
- Single-source line responsibility: one supplier engineering pulping, cleaning, screening, and approach flow to the same throughput, so consistencies match between stages.
- Grade-specific configuration: the manufacturer should ask what recovered paper grade you run and what you intend to make, then configure the line to that, not sell a standard package.
- Proven installations at your capacity: references for lines in your TPD band and your product class, ideally in comparable markets.
- Spares and service reach: local or regional service for refiner fillings, screen baskets, and cleaner wear parts, since a recycling line runs continuously.
- Catalog-verified specs: model numbers, capacities, and power ratings on paper before commitment, not estimates.
Parason supplies complete recycled-fibre lines as a single engineered system, with installations across 75+ countries and in-house manufacturing of pulpers, cleaners, screens, refiners, and the wear parts that keep them running.
Small Paper Recycling Machine vs an Industrial Line
A small paper recycling machine and an industrial recycling line are different things, and the gap matters before you budget. Bench-scale or sub-tonne units sold as "small paper recycling machines" suit laboratories, training, or craft production, and they do not scale to mill output. A commercial recycled-fibre line starts in the range of 8 to 15 TPD with a HICON HM-3 pulper and grows from there.
For a mill, the right question is not "how small can the machine be" but "what is the smallest line that runs my grade at the quality my product needs." Below roughly 8 TPD the economics of a full cleaning and screening cascade rarely work, which is why Parason commercial lines start at that point.
Why Parason for Your Paper Recycling Machine
Parason has engineered pulp and paper machinery since 1976 and supplies complete recycled-fibre lines to mills in 75+ countries, with 2,000+ installations worldwide. The recycling line is built from in-house pulpers, high-density cleaners, pressure screens, refiners, and thickeners, which means one manufacturer is responsible for how the stages work together rather than several vendors each responsible for one box. For mills that run continuously, Parason also manufactures the refiner fillings and screen baskets that wear, so the line stays at rated capacity over its life.

Get a Paper Recycling Machine Configuration and Quote
To get a paper recycling machine line specified for your mill, share three things: the recovered paper grade you run, the product you want to make, and the capacity you need. Parason engineers will configure the line, match the pulper and cleaning stages, and return a quote against those requirements.
- Request a quote or line configuration: contact the Parason team with your grade, product, and TPD.
- Browse the equipment: see the full pulping equipment range that forms the line.
- Buying for a specific output: tell us the end product (testliner, board, newsprint, tissue) and we configure for it.
Every line is built in-house and has been since 1976, with 2,000+ installations now running across 75+ countries.