A duplex board making machine is a two-ply mill line that produces duplex board, the carton material with a coated white top and a grey recycled back. The two layers are formed separately and joined while wet, which gives the board its stiffness and a clean surface to print on. Parason designs and supplies complete duplex board lines, from stock preparation through to the reel, in capacities from 200 to 1000 TPD, with installations in more than 75 countries since 1976.
How a duplex board making machine works
Duplex board gets its name from its two plies, and the machine is built around forming both:
- Top ply. A brighter, often coated layer made from cleaner stock. This is the printable face that ends up on the outside of a carton.
- Back ply. A heavier layer made largely from recycled fibre. It carries the bulk and keeps the cost down.
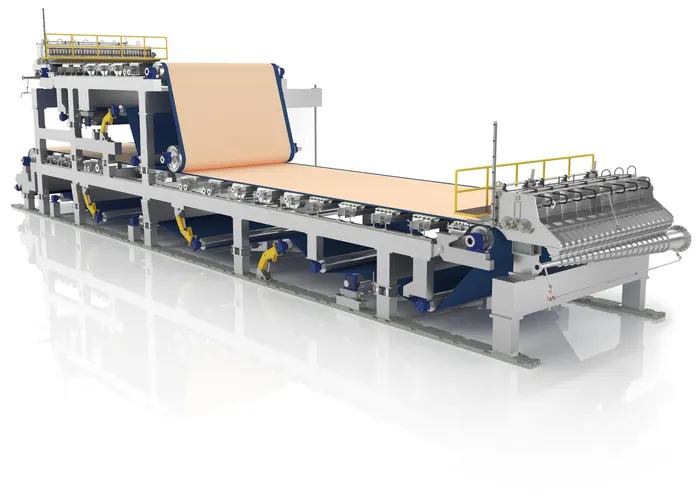
Each ply is formed on its own wire, then the two are couched together before the press section bonds them into a single sheet. The line then dries the board, applies surface size or coating to the top, and finishes it on the calender and reel. Because the back ply runs on recycled furnish, a duplex line needs strong cleaning and screening in stock preparation to keep contaminants out of the board.
How duplex board is manufactured
The sequence is straightforward once the two plies are understood. Stock preparation brings the top and back furnish to the right freeness. The formers build each ply and couch them together. The press squeezes out water and bonds the layers, the dryers take the board to target moisture, and the size press or coater finishes the white top for printing. The calender sets the thickness and surface before the reel winds the finished board. The economics are the whole point of duplex: a recycled core keeps the material cost low while the coated top still prints cleanly for retail.
Machinery required to manufacture duplex board
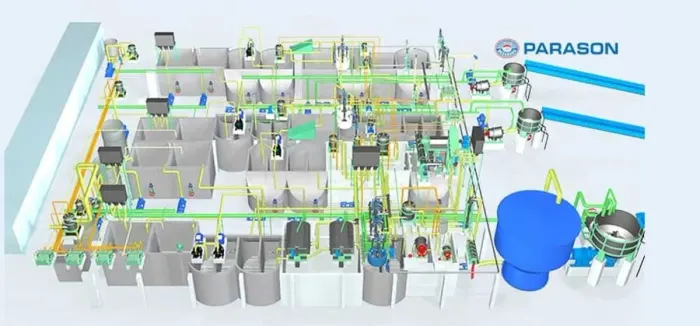
Duplex board is a multi-ply, mostly recycled-fibre product, so the line is built around separate furnish preparation for each ply, a cleaner furnish for the white top and cheaper recycled furnish for the middle and back, feeding a multi-ply forming machine. The cards below show the main sections at a glance, and the full equipment list follows, stage by stage.


| Stage | Equipment | Function |
|---|---|---|
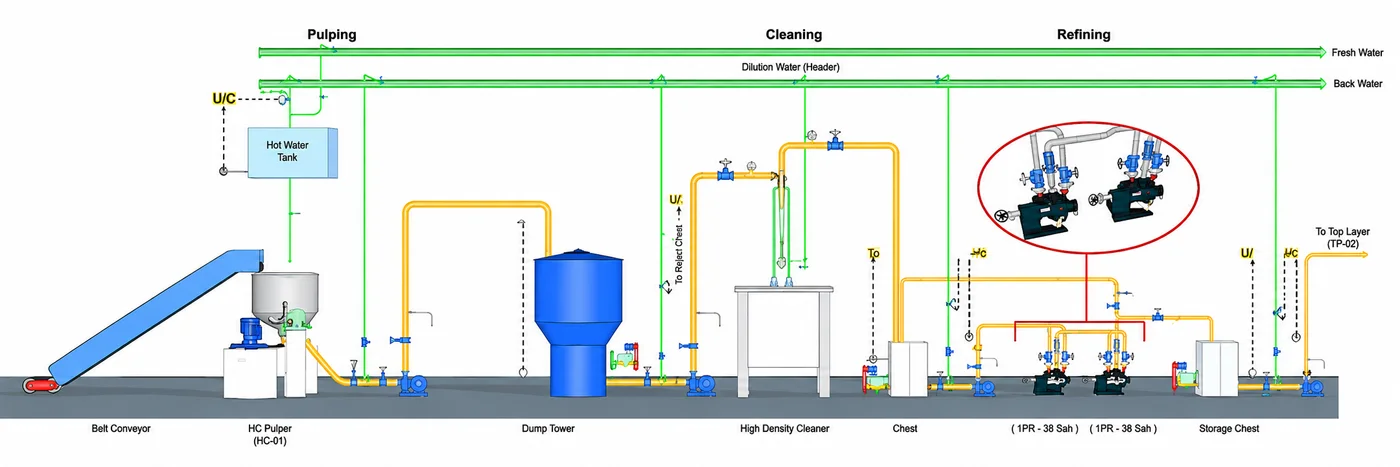
| 1. Stock preparation (separate line per ply: top, middle, back) | Hydrapulper / drum pulper | Slushes waste paper and recovered fibre into stock |
| Ragger & junk tower / detrasher | Removes wire, plastic and heavy rejects | |
| High-density cleaner | Drops stones, staples and grit | |
| Coarse (hole) + fine (slotted) screens | Remove contaminants from the furnish | |
| Deflaker | Breaks down fibre bundles and flakes | |
| Low-density centricleaners (cascade) | Remove stickies and light dirt | |
| Fractionator | Splits long and short fibre | |
| Refiners (conical or disc) | Develop fibre strength and bonding | |
| Flotation deinking cells (top ply only) | Brighten the white top from printed waste | |
| Thickener / disc filter & decker | Adjust stock consistency | |
| Stock chests with agitators | Store, dose and blend each furnish | |
| 2. Approach flow | Machine chest & blend chest | Hold and blend stock for the machine |
| Fan pump | Feeds stock to the headbox at constant flow | |
| Deculator / deaeration | Removes entrained air | |
| Pressure screen (headbox screen) | Final screening just before the headbox | |
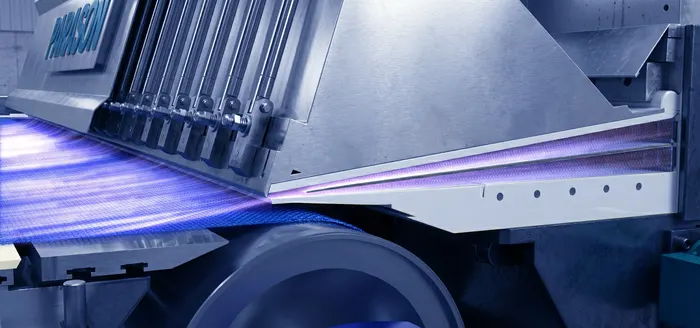
| 3. Forming (multi-ply) | Headbox (one per ply) | Distributes each ply's furnish across the wire |
| Cylinder mould (vat) formers / Fourdrinier | Form each ply; duplex commonly uses multiple vats | |
| Couch roll & couching point | Join the wet plies into one web | |
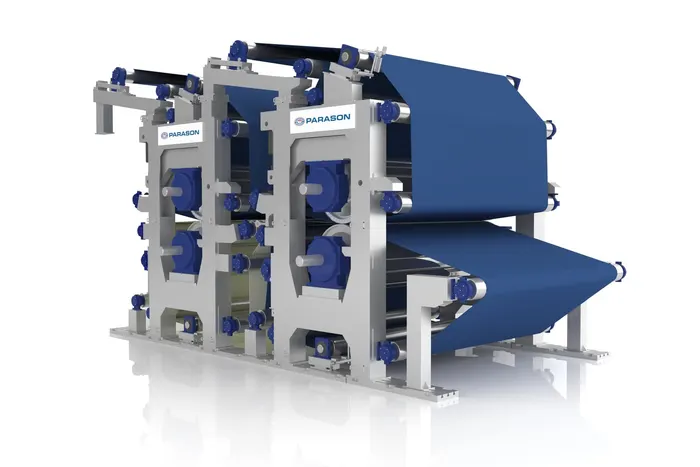
| 4. Press | Press rolls (plain, suction or shoe press) | Remove water and consolidate the plies |
| 5. Drying | Multi-cylinder steam dryers (pre-dryer) | Take the board toward target moisture |
| After-dryer section | Dry the surface-sized board | |
| 6. Surface sizing | Size press / film press | Apply surface starch for stiffness and printability |
| 7. Coating (coated duplex) | Coating kitchen | Prepares and stores the coating colour |
| Coater (blade, rod or curtain) | Applies the white top coat | |
| Coating dryers (IR / hot air + cylinder) | Dry the coated top | |
| 8. Finishing | Calender / soft calender | Sets smoothness and gloss |
| Pope reel (machine reel) | Winds the finished board | |
| Slitter rewinder | Slits and rewinds to order width | |
| Sheet cutter / cut-size | Produces sheeted board | |
| Roll wrapping & packing line | Wraps and packs for dispatch | |
| 9. Auxiliary & utilities | Broke handling & repulping (couch pit, broke chests) | Recover and re-pulp trim and breaks |
| Vacuum system | Serves forming and press dewatering | |
| Steam & condensate system | Supplies dryer heat | |
| White water / save-all recovery (disc filter) | Recovers fibre and water | |
| ETP for effluent | Treats mill effluent | |
| Drives, DCS & QCS | Control and quality systems |
Duplex board grades and where it is used
Duplex board is usually supplied coated one side (C1S), with the white top printed and the grey back left plain. It is the workhorse of folding-carton packaging because it balances print quality against cost. Common uses include toothpaste and cosmetic cartons, pharmaceutical boxes, cereal and food cartons, and the folding cartons behind a lot of e-commerce. It is widely used in food packaging specifically because the coated top gives a clean, printable, food-safe surface while the recycled core keeps cost down on high-volume cartons. A duplex line can be set up across a wide grammage range to suit these markets.
Duplex board vs folding box board (FBB) and solid bleached sulphate (SBS)
For a mill owner, the grade you decide to produce sets the furnish and the line configuration, so it helps to see where duplex sits against the two main alternatives:
| Grade | Furnish / make-up | What it means for the line | Typical market |
|---|---|---|---|
| Duplex board | Two-ply: coated white top over a grey recycled back | Recycled-heavy furnish; strong cleaning and screening in stock prep | High-volume cartons (toothpaste, cereal, pharma) |
| Folding box board (FBB) | Mechanical-pulp core between chemical-pulp layers | Mixed virgin furnish; stiffer board, more pulp lines | Cosmetics, food, premium cartons |
| Solid bleached sulphate (SBS) | 100% bleached virgin pulp, white both sides | All-virgin furnish; highest fibre cost, premium output | Premium graphic and food packaging |
A duplex board mill machinery line is the right choice when recycled-core economics are the priority, which covers most mass-market cartons. If a mill wants the stiffer or fully bleached grades instead, the furnish and machine setup change accordingly.
Why duplex board is so widely used
- Cost-effective thanks to the recycled back ply
- Good print surface from the coated white top
- Recyclable, which suits the move away from single-use plastic
- Versatile across carton types and a wide grammage range
Duplex board machine specifications
When you compare duplex lines, these are the figures buyers check. Deckle and speed below are Parason's machine envelope; basis weight is industry-typical, and Parason fixes the exact values to your project.
| Specification | Range |
|---|---|
| Plies | 2 to 3 (coated white top, grey recycled back, optional middle) |
| Basis weight | ~150 to 450 gsm (industry-typical; set per line) |
| Deckle / wire width | up to 10 m |
| Machine speed | up to 1,200 MPM |
| Capacity | 200 to 1000 TPD |
| Furnish | recycled back ply + cleaner / brighter top |
Production capacity
| Capacity | Best fit |
|---|---|
| 200 TPD | Regional or first duplex mill |
| 300 to 500 TPD | Established packaging mill |
| 750 to 1000 TPD | Large or export-focused mill |
Parason sizes the duplex line to the mill, from 200 TPD for a regional operation up to 1000 TPD for large or export-focused production.
Raw materials for duplex board
The back ply runs mostly on recycled and waste-paper furnish, with a cleaner, brighter stock on top. Recycled fibre dominates this kind of board: in Europe, around 54% of cartonboard is produced from recovered fibre and 46% from virgin pulp (Pro Carton / CEPI). Globally, recovered paper now makes up well over half of all fibre used in papermaking (FAO). The trade-off to plan for is contamination, so the stock preparation on a duplex line has to be specified for the recycled grades you intend to run.
Duplex board mills in action
See Parason duplex board lines and stock preparation running in real mills:
Why mills choose Parason for a duplex board line
- A complete duplex line from one supplier, stock preparation to reel
- A record since 1976, with more than 2,000 installations and a presence in 75+ countries
- Turnkey delivery covering design, installation, commissioning and spares
- In-house manufacturing and foundries, with a global after-sales and spare-parts network
- A line built to the grade and capacity you specify, from 200 to 1000 TPD
Parason supplies duplex board and pulp and paper machinery to mills worldwide:
- India: the home market, with the largest installed base.
- South and South-East Asia: Bangladesh, Nepal, Sri Lanka, Indonesia, Vietnam, Thailand, the Philippines and Malaysia.
- Middle East: Saudi Arabia, the UAE, Egypt, Iran and Turkey.
- Africa: Nigeria, Kenya, Ethiopia, Tanzania, Algeria and South Africa.
- Latin America: Brazil, Mexico, Colombia, Peru and Chile.
- Europe: packaging and board mills across the continent.
Tell us the grammage and capacity you are planning, and we will prepare a duplex line proposal. Contact Parason.